architectural membrane association
The seams are a key part of Membrane Structures. Membrane structures are made from fabric which is supplied as roll material. Therefore the shape of the structure has to be divided into individual pieces, cut from the raw material by the manufacturer and are then assembled. When joining the parts, seams are formed as the joint between the individual membrane panels. There are different techniques for joining membranes such as stitching, zipping or lacing. State of the art is to weld the membrane material in a controllable production process, in order to guarantee strong coupling and water tightness.
The seam lines make an important contribution to the final configuration and design of Membrane Structures. Due to the translucency of the membrane material, the seams appears as a darker strip on the structure viewed against the light.
The seam layout is furthermore determined by the attempt to minimize material consumption in the cut. In order to generate as little waste as possible the width of the panels should be adjusted to the width of the raw material. As a result, seams are aligned along the production direction of the raw material.
Considering the fact that the fabric behaviour is determined by its two different directions of the yarn, the stronger and theoretically endless warp direction as well as the weaker weft direction (reduced to the size of the weaving loom width of the material supplier) the seam layout must take into account this load bearing behaviour of the fabric material.
The drainage direction should also influence the seam layout. upper membrane panels should overlap lower panels to avoid welding edges against the direction of the water flow.
The whole seam layout, the creation and optimization of the cutting patterns will be handled from the manufacturer who is well experienced and equipped with expert software for the design and calculation of cutting patterns to guarantee optimal fit and structural integrity.
There are different types of welded seams, such as butt seam, double butt seam or the most common one: the simple overlap. Type and width depends on the overall structure and forces in the structure.
The width of the seam influences its strength. The strength of each seam needs to be tested by monoaxial testing. Only testing can clearly define the seam width needed for each project. Anyhow there are number wich indicates a starting value and can be considered as a rough indication for a standard seam width differentiated according to material strength.
Average seam width values in mm* *please note that exact values can only be defined by appropriate testing | |||
Type of material | PVC-PES | PTFE Glass | Silicone-Glass |
light | 40-50 | 50-60 | 40-60 |
standard | 60-80 | 60-80 | 50-70 |
heavy | 80-100 | 80-100 | 60-80 |
Seam tests are necessary for determining the desired seam strength as well as to control the quality of seam during production. Monoaxial testing machine is the standard test equipment for these investigations.
Often it is advisable to perform monoaxial tests under elevated temperature conditions. Standard testing procedures consider conditions of 23°C and 70°C.
In addition to the monoaxial seam strength test it is important to check the homogenety and adhesion of the seam. This is done by so called peeling tests and optically by checking the edge adhesion.
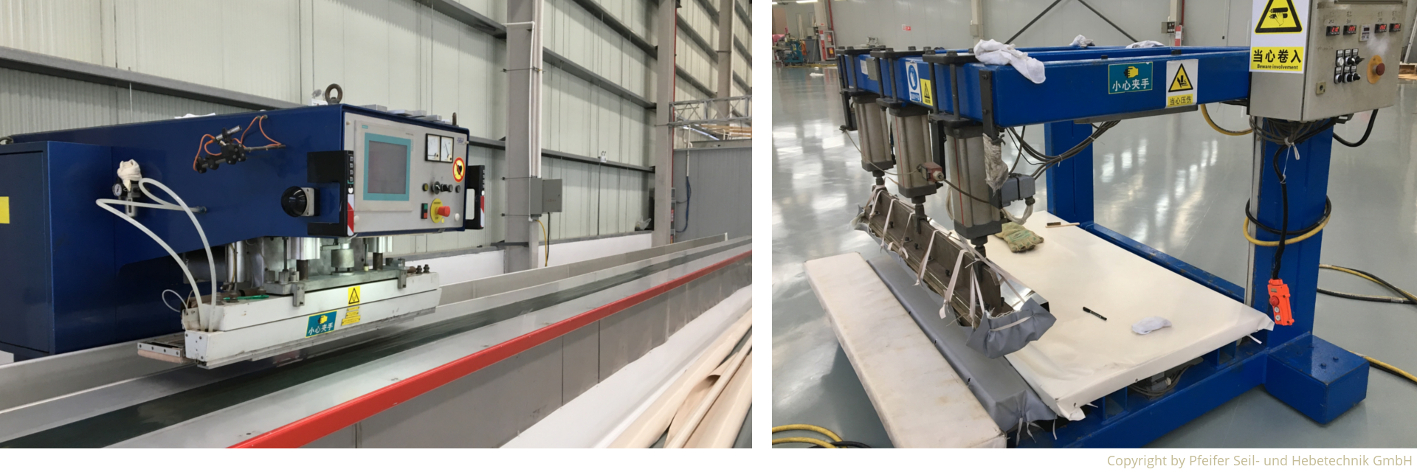
The welding is done in the manufacturers fabrication plant using special welding machines. For polyestercoated fabrics a high-frequency welding method for PTFE coated fabrics, a heat welding process is used.
In addition to the stationary welding machines in the fabrication plant, the fabric membranes can also be welded using hand tools. They are used on site to close closure flaps for example and can quickly carry out minor repairs. For polyestercoated fabrics hot air guns - for PTFE-Glass membranes hot irons are used.
